|
Graver Blanks
Carbalt™

Carbalt is not recommend for hammer/chisel
method of engraving. If hitting with a hammer HSS or M48
is recommended.
Grinding Gravers Precautions |
Carbalt®
3/32" square" x 2-3/8"
(.094" +-.001")
$19.75 each
5 pack $98.75

2 pack $39.50
Note: These Carbalt blanks
are not tapered. The various Lindsay sharpening templates have
built in tapering facets which are used to bring the tip down to
the desired size. A point can be shaped to a small tip using
sharpening templates. A time saving option are the 3 variations
of tapered Carbalt blanks offered below. Yet another option is
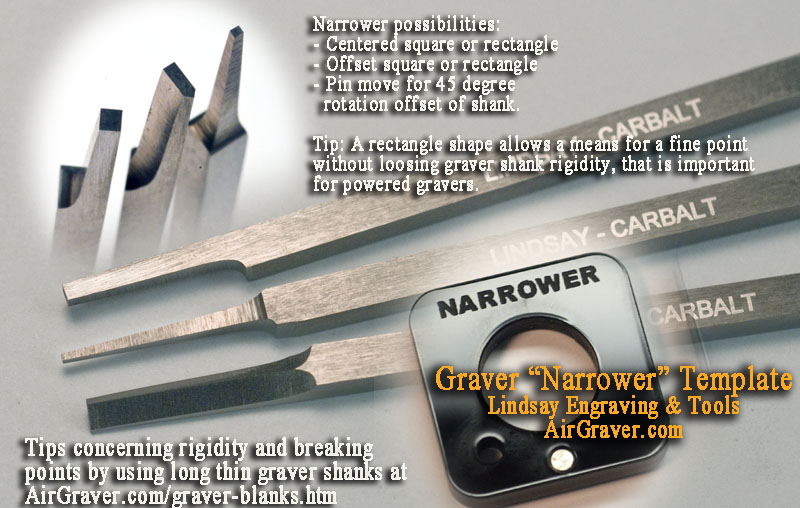
the "Narrower" template ($8) which has customizable options to
taper and thin a graver shank before sharpening.
The photo below illustrates three thinning techniques with the Narrower
template
$8.00

Click to enlarge.
 |
One Presharpened
Carbalt®
This is a presharpened
carbalt graver with the 116 degree
Uniform Parallel Point™
that will be sharpened
using the Universal template.
|
One Presharpened
Carbalt®
$46.50
|
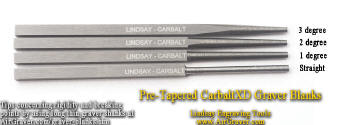
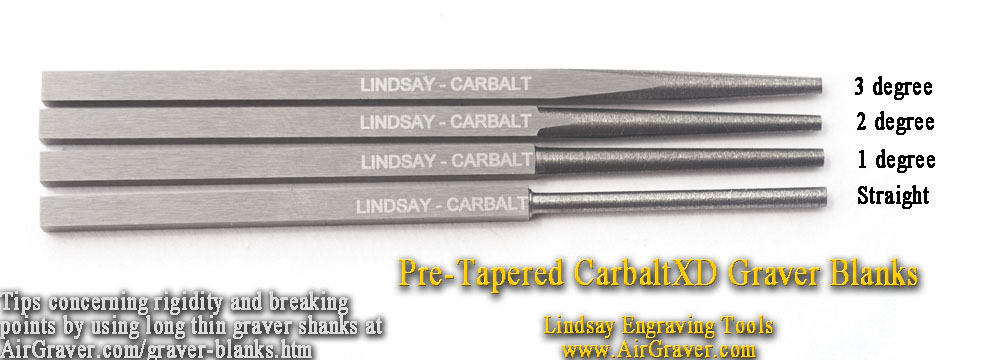
Tapered Carbalt®
Blanks
Available in the following
tapers
Straight
$140 five pack
1 Degree $130
five pack
2 Degree $130
five pack
3 Degree $130
five pack
Get three pieces
of 3 degree and two pieces 2 degree (total five) $130
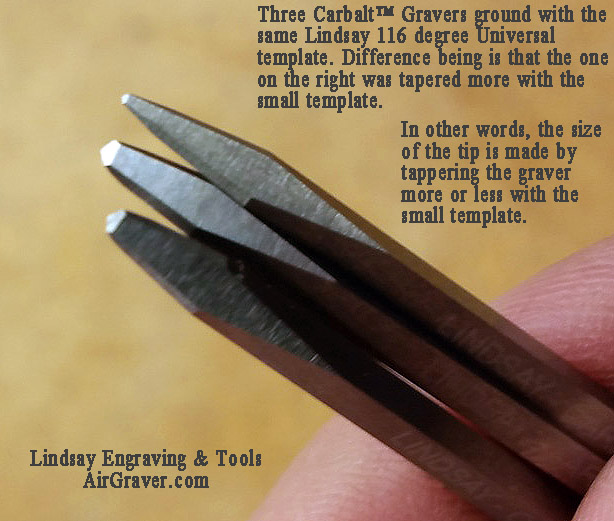
Note: Rather than purchasing the
above tapered blanks a very fine tapered point can
be made yourself by using the small template . In
other words these pre-ground tapered gravers are not needed to
make a fine tapered point. What they do for you though is
it means there is less bulk for you to remove while using the
small template. Click
photo to enlarge.
 |
Click photo to enlarge
View the information and tips concerning
rigidity and breaking points if using thin graver shanks on the
Graver blanks page.
Note: The 3 degree or 2
degree taper is recommended over straight or 1 degree tapers. If new to
engraving stick with the 3 degree to keep the rigidity in the
shank while learning. The straight and 1 degree are for
advanced engravers as they are delicate and can snap in half.
There is no warranty on a snapped in half graver. Tapered shanked gravers are more durable. |
|
M48
-NEW-
3/32" square x 2-1/2"
(.094" +-.001")
$12.00 each
5 pack $60.00
Grinding Gravers Precautions |

|
|
M42 - (Notice: M42
have been replaced by M48 that is more durable than M42)
3/32" square x 2-1/2"
(.094" +-.001")
5 pack $60.00
Grinding Gravers Precautions |
|
|
High Speed Steel
3/32" square x 2-1/2"
(.094" +-.001")
$9.78 each
5 pack $48.90
Grinding Gravers Precautions |

|
|
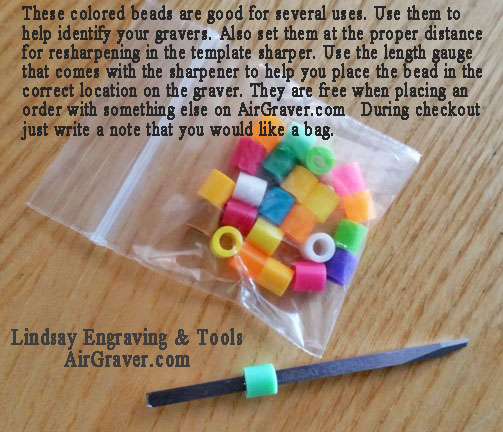
Colored
graver beads
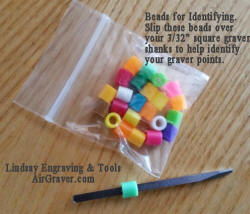
Slip these over
your graver to help identify
your various graver point. (Graver in photo not included)
|
These are free when placing an order with something else on
the website. During checkout just write a note that you would like a
bag. Otherwise, they can be ordered by themselves below.
Random
colored graver bands. Approx 15 to 25 in a bag
$0.00
|
|
Anti-MagLap
Spin this lap to demagnetize gravers or other small
metal objects. To use, hold the object to be demagnetized close
to the center of the spinning lap and pull the object straight
away from the center.

Forum thread about the Anti-MagLap
|
Comes with a 1/2" hole in the center so
that it can be mounted on a power hone. Or it can be mounted on
a "mandrel lap adapter" (sold above) so that a drill press or
electric hand drill can be used to spin the lap. Big thank you
to Paolo for his contribution and help with this lap!
Anti-MagLap
$46
 |
|
 |
Practice
Ring Blanks
These proprietary alloy ring blanks engrave and drill clean. No stick
or gummy cutting.
Set of three
with widths of 6mm, 4mm and 2mm. Price works out to $5.78 each, but
they are only sold in these three piece sets.
$17.35
|
|
Graver narrowing tips
A long, thin shank can be useful, but there are
drawbacks as well.
The bright side is that there is less material to grind away when
sharpening, and that the view is less obstructed when engraving.
The disadvantage of a narrow shank is the lack of rigidity. An
experienced engraver comes to realize that the object being
engraved needs to be held securely in a vise to get the best
results. If there is any recoil movement, things get difficult.
The metal will seem to cut harder and more broken points will
occur. The same principle applies to your cutter. When a long,
thin graver is used with a power assisted graver, it will flex or
vibrate with the result of power loss and more broken points. A
thicker, shanked graver can make noticeably cleaner cuts than the
same point on a long, slender shank when used in a power graver.
That said, the effect is less pronounced when cutting fine lines.
A means for having a balance of both rigidity and a small tip is a
taper rectangle shaped shank (similar to a knife blade). The
"Narrower" template works to grind such a shank accurately.
|
Graver Material Comparison Chart
| |
HSS |
M42 |
M48 |
Carbalt® |
| Pros |
Durable, less likely to break. Less expensive |
Harder than HSS and holds a cutting edge
longer while still maintaining good durability for less point
breaking. Less expensive than Carbalt®. |
Balance between
M42 and Carbalt® |
Harder than M42 and HSS. More durable than straight carbide gravers. Holds up in harder metals, stainless, gun and knife
metals with stronger ground geometry. Cutting edge holds up longer than HSS or M42 without going dull. Engraving in brass, gold, silver, and platinum
maintains a polished cut without galling. |
| Cons |
Cutting edge wears faster than does M42 or
Carbalt®, thus requiring more frequent resharpening. When used
to engrave in brass, gold, silver, and platinum, HSS does not cut as
bright compared to Carbalt® gravers. |
More expensive than HSS. Engraving in brass, gold, silver, and platinum do not cut as bright compared to cuts using
Carbalt®.
|
Balance between
M42 and Carbalt® |
Most expensive. More likely to break than go dull. Not recommend for narrow fragile geometry ground points in harder metals.
Carbalt is not recommended for hammer/chisel method of engraving, or
used with a Nitro AirGraver that is too powerful and can break
Carbalts in half. For these methods of engraving HSS or M48 is
recommended. |
| Uses |
Good for making points that are narrow and fragile, such
as undercut gold inlay gravers, narrow flats and Vs. In years past used by
many engravers as an all around less expensive graver. |
Same as HSS but all around improvement in
terms of holding an edge longer without becoming dull as easily as HSS. |
Balance between
M42 and Carbalt® |
In harder metals Carbalt® is great for stronger shaped geometry such as Lindsay Uniform-Parallel points, 96 degrees and wider.
To increase strength of a point dub the face to effectively place a small steep face right at the tip.
Points with weaker geometry can be used in softer metals such as gold,
silver, copper, etc. |
Note: It has come to our attention that some inferior tool blanks are being offered by others. These blanks may be seriously undersized and
therefore may not sharpen properly in the Lindsay sharpening system. It has been noted by some of our Lindsay tool users that they may wobble slightly in the
holder, causing difficult cutting, especially of fine shade lines. By contrast Lindsay blanks are manufactured to precise tolerances to within +- .001 inch of the
3/32 inch specifications. We must warn our users, to insure proper function of your Lindsay Sharpening system, and Lindsay air tools, be sure to use authentic
Lindsay Carbalt™, M42 and High speed tool blanks. Accept no substitutes!
Graver grinding and heat
information
Lindsay Carbalt™ has gotten even better. Lindsay
Carbalt™ is more durable than the original plus they are longer. The gravers are fine-grain carbide and cobalt. The grade was
developed in close collaboration with several carbide manufacturers for the specific use of hand engraving and impact resistance. These gravers can be ground and
shaped with either a silicon carbide grinding wheel, a diamond grinding wheel or a diamond hone. When rough grinding, if the material becomes hot, DO NOT quench in
water. Heat (up to 1500F) will not anneal or damage Carbalt as it does HSS,
M42, or tool steel, but quenching while it is hot may cause it to become brittle causing the point of the graver to break more easily during use.
Carbalt can be ground and gotten very hot on a high speed grinder like the TW
Design variable high speed hone without damaging it, however, again do not
quench it in water if you do get it hot.
Water should be used to keep
the heat down on HSS and M42 or set on a low speed with the
TW Design power
hone. Do this
by grinding until the surface being ground becomes only warm to the touch and then dip in water. There may only be a second or two of grinding between dipping, but
keep dipping in and out of the water during grinding. This will keep the graver from getting hot, assuring the material does not become damaged. The type
of grinding that builds up heat is usually done to rough the graver blank to shape. For final shaping and sharpening use a diamond lap either by hand or with
a slow speed power hone which will not cause excessive heat.
Graver grinding,
Heat build-up and resharpening.
By Steve Lindsay
I receive questions about
graver materials, heat build while grinding, reshaprening and hope this
information will help.
Carbalt (Carbide) can take heat more than HSS or M42. For example I sometimes
make carbide tipped boring bars by brazing or silver soldering (around 1400F) a
piece of Carbalt to the end of a bar. This is then used for boring an accurate
I.D. in the lathe. One thing you do not want to do with carbide if you'd gotten
that hot by brazing or grinding hard on a high speed grinder is quench it
in water. Let the carbide air cool. A large thermal shock could damage it. I use
a Tom White's (TW Design) variable
speed power hone (0 to 3000rpm) for grinding at full speed for grinding the
presharpened Carbalt gravers that we send out with each AirGraver purchase.
These are rough ground from blank in 2 to 2.5 minutes including finishing. The
finishing it done by immediately going from the high speed roughing to a 2000
grit diamond bench stone to clean up the face and place the two heels on.
If I am bright cutting and want to polish the graver up further I then go to the
ceramic bench stone with 50,000 grit diamond. There is no need to
polish if you are engraving a gun/knife or jewelry that you plan to blacken in
the engraving. On my engraving bench I just have a 2000 diamond
bench stone for touching up broken or a dull point. I just keep the large
template on the sharpening fixture. When the point breaks remove it from
the AirGraver, place in the sharpener, rub the face 2 to 10 strokes depending
how bad it is broke, then rotate the fixture over in your hand and do a stroke
or two for each heel. In other words there is no need to go back to
a coarser diamond stone than the 2000 or to the power hone for repairing a
point. I also have 3000 diamond bench stones available. They are not
on the site, but if you'd like one order a 2000 diamond bench stone and write a
note in the space provided for a note when you check out that you'd like a 3000
diamond stone. Price is the same for the 2000 or 3000. The
sharpening fixture, templates and diamond bench stones
can be found at this link. 
HSS or M42 graver blanks require more care in grinding than Carbalt: not to let
them get too hot. I also rough sharpen HSS graver blanks on the TW grinder for
the presharpened graver that ships with the Nitro AirGraver
handpieces. I keep them cool by grind
for maybe 10 seconds, quenching
in wather, grinding 10 seconds and quench..etc. You can monitor with your
fingers also. You want to
monitor to be careful not to
turn it colors. With HSS you will start to draw the hardness back at around 700
degrees. (a little past blue
color) In contrast carbon steels (i.e. W1, O1, A2, D2, 440C) you will start to
draw the hardness back at around 300 to 400 degrees. (faint straw color)
There is good info about
carbide compared to HSS in cutting tools on Wikipedia.
https://en.wikipedia.org/wiki/Tungsten_carbide
"Sintered tungsten carbide cutting tools are very abrasion resistant and can
also withstand higher temperatures than standard high speed steel tools.
Carbide cutting surfaces are often used for machining through materials such
as carbon steel or stainless steel, and in situations where other tools would
wear away, such as high-quantity production runs. Because carbide tools
maintain a sharp cutting edge better than other tools, they generally produce
a better finish on parts, and their temperature resistance allows faster
machining."
Graver Grinding and Dust
Precautions should be taken when grinding high
speed steel, tool steel, carbon steel, tungsten carbide gravers. Dust
from grinding metals can cause nose, throat, skin and eye irritation and
temporary or permanent respiratory disease in a small percentage of exposed
individuals.
Take the following safety precautions:
1. If using a diamond lap, coat the lap with oil
or water to keep the grinding dust from becoming airborne.
2.
Wash hands after grinding and before eating or smoking
3. Clean up grinding dust with wet paper towels or rags and discard of properly.
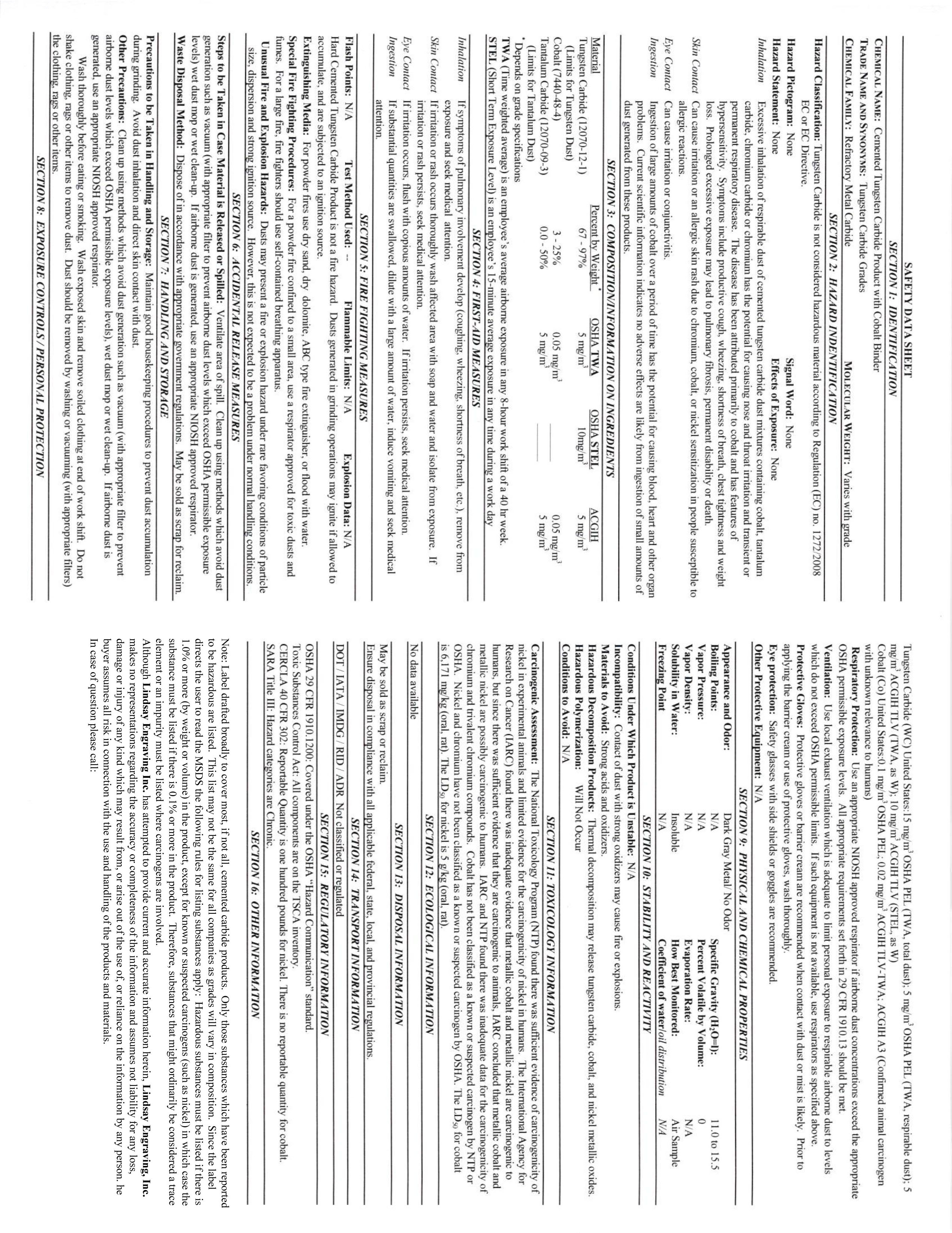
Health Risks download Safety Data
Sheet Cemented Tungsten Carbide
|




{kind=link}